 Inggeris
Inggeris 中文简体
中文简体Mesin Cetak Gravure Kertas Hiasan: Panduan Pembeli dan Pengendali Lengkap
Kertas hiasan — bahan permukaan bercetak yang digunakan dalam perabot, lantai, kabinet, panel dinding dan produk lamina — menuntut tahap ketekalan corak, ketepatan warna dan daya pengeluaran yang hanya boleh dihasilkan oleh satu teknologi percetakan pada skala industri: percetakan gravure. Mesin pencetak gravure kertas hiasan ialah peralatan modal yang sangat khusus yang terletak di tengah-tengah industri permukaan hiasan, menghasilkan corak bijian kayu, batu, tekstil dan abstrak yang muncul pada berbilion meter persegi produk berlamina setiap tahun. Panduan ini merangkumi segala-galanya yang pembeli, pengurus loji atau jurutera pengeluaran perlu memahami tentang mesin ini — cara ia berfungsi, maksud spesifikasi utama, cara menilai pembekal dan perkara yang membezakan peralatan berprestasi tinggi daripada mesin yang bergelut untuk memenuhi permintaan kualiti menuntut kertas hiasan.
Mengapa Percetakan Gravure Menguasai Pengeluaran Kertas Hiasan
Kertas hiasan mempunyai keperluan percetakan khusus yang menghapuskan kebanyakan teknologi cetakan yang bersaing daripada pertimbangan praktikal. Corak mesti dihasilkan semula dengan ketekalan mikroskopik merentas gulungan demi gulungan — ulangan butiran kayu yang beralih 0.1mm antara dua gulungan yang digunakan pada panel bersebelahan kabinet dapur menjadi kelihatan serta-merta sebagai kecacatan yang tidak sepadan. Warna mesti kekal sama merentas pengeluaran yang dipisahkan mengikut minggu atau bulan, kerana kertas hiasan ialah komponen dalam sistem produk yang lebih besar di mana panel, tepi dan elemen padanan dihasilkan daripada kumpulan pengeluaran yang berbeza. Dan daya pengeluaran mestilah cukup tinggi untuk mewajarkan kos substrat kertas khusus, ukiran silinder, dan sistem dakwat yang terlibat.
Pencetakan rotogravure — teknologi yang digunakan dalam mesin cetak gravure kertas hiasan — memenuhi semua keperluan ini melalui proses asasnya: dakwat disimpan dalam sel mikroskopik yang diukir terus ke dalam silinder kuprum bersalut krom, dakwat berlebihan disapu dari permukaan silinder oleh bilah doktor, dan baki dakwat dalam sel dipindahkan ke substrat kertas di bawah tekanan daripada penggelek tera. Sel yang terukir adalah kekal — ia tidak berubah antara tera — jadi geometri corak dipasang secara mekanikal ke dalam silinder. Ini menghasilkan pendaftaran corak ke corak dan mengulangi ketepatan yang tidak dapat dipadankan oleh proses pencetakan lain pada kelajuan pengeluaran yang setara.
Sebagai perbandingan, percetakan flexographic menggunakan getah atau plat fotopolimer yang mempamerkan perubahan dimensi dengan variasi suhu dan tekanan, menghasilkan ketepatan geometri yang lebih rendah. Teknologi jet dakwat dan percetakan digital menawarkan fleksibiliti tetapi pada masa ini tidak dapat menandingi gabungan ketumpatan liputan permukaan gravure, peletakan dakwat tahan lelasan dan kelajuan pengeluaran melebihi 200 meter seminit. Untuk pengeluaran kertas hiasan volum besar, percetakan gravure bukan sekadar teknologi pilihan — ia adalah satu-satunya teknologi yang memenuhi permintaan gabungan aplikasi pada skala komersial.
Bagaimana Mesin Cetak Gravure Kertas Hiasan Berfungsi
Memahami prinsip operasi mesin pencetak rotogravure untuk kertas hiasan memerlukan mengikut kertas dan dakwat melalui setiap peringkat mesin daripada berehat kepada gulung semula. Proses ini berterusan — substrat kertas bergerak sebagai web yang tidak terputus daripada gulungan suapan melalui setiap stesen percetakan dan semua sistem rawatan selepas pencetakan sebelum dimasukkan ke dalam gulungan keluaran siap.
Suapan Web dan Sistem Kawalan Ketegangan
Substrat kertas — biasanya kertas asas hiasan alfa-selulosa dengan berat asas antara 50 hingga 130 g/m² bergantung pada aplikasi — dimuatkan sebagai gulungan berdiameter besar pada dirian berehat di pintu masuk mesin. Penekan gravure kertas hiasan profesional menggunakan sistem sambatan terbang atau sambat punggung yang membolehkan gulungan yang habis diganti dengan gulungan baharu tanpa menghentikan mesin, mengekalkan pengeluaran berterusan dalam jangka masa yang panjang. Kawalan ketegangan di seluruh mesin diuruskan oleh penggelek penari dan sistem maklum balas sel beban yang mengekalkan ketegangan web yang berterusan di semua stesen percetakan tanpa mengira perubahan kelajuan, pengurangan diameter gulungan atau variasi sifat substrat. Ketegangan web yang konsisten adalah penting untuk ketepatan pendaftaran — variasi menyebabkan web meregang tidak sekata, mengalihkan kedudukan cetakan berbanding ulangan silinder.
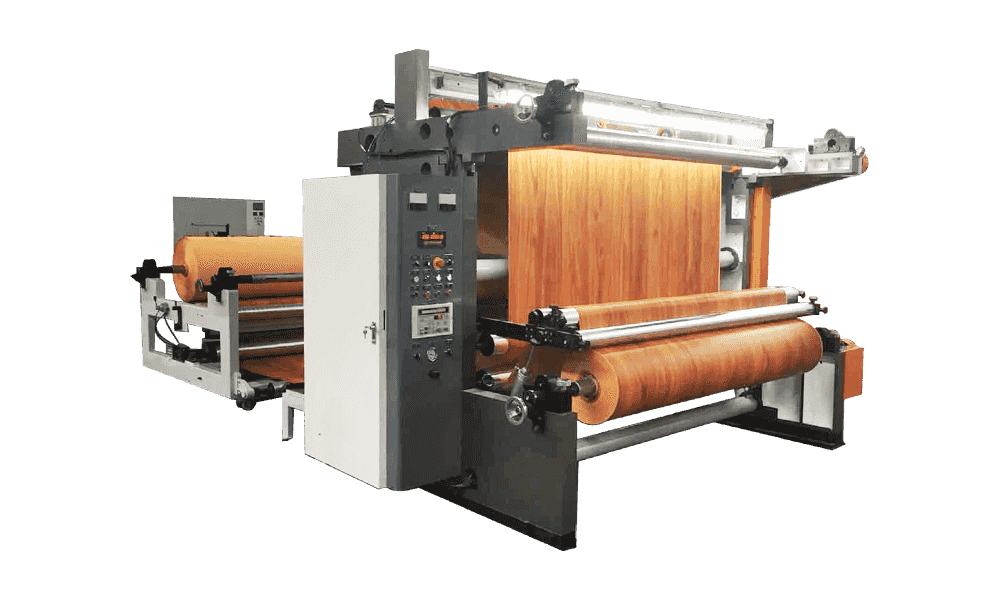
Stesen Percetakan: Silinder, Bilah Doktor dan Penggelek Kesan
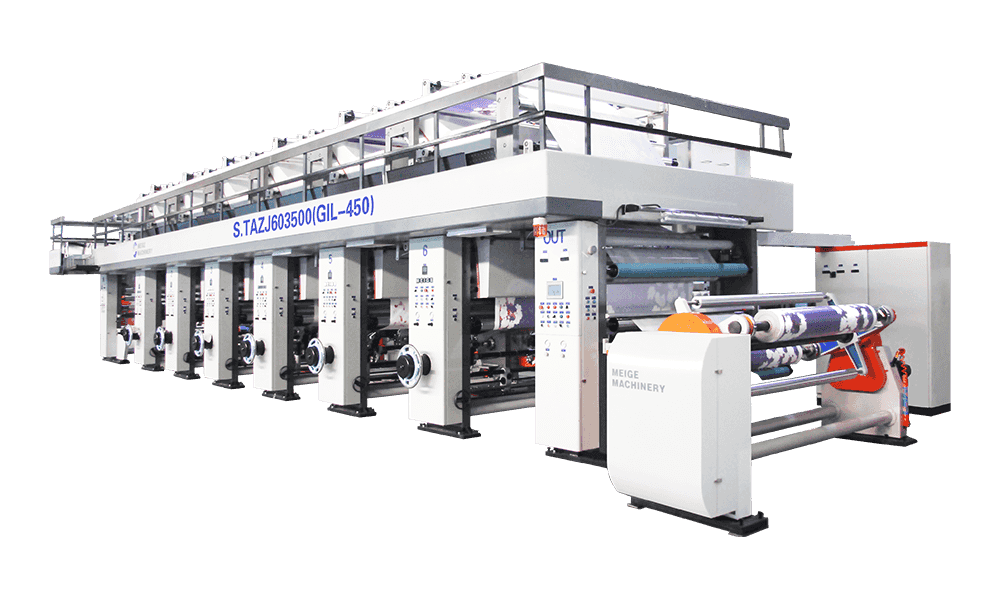
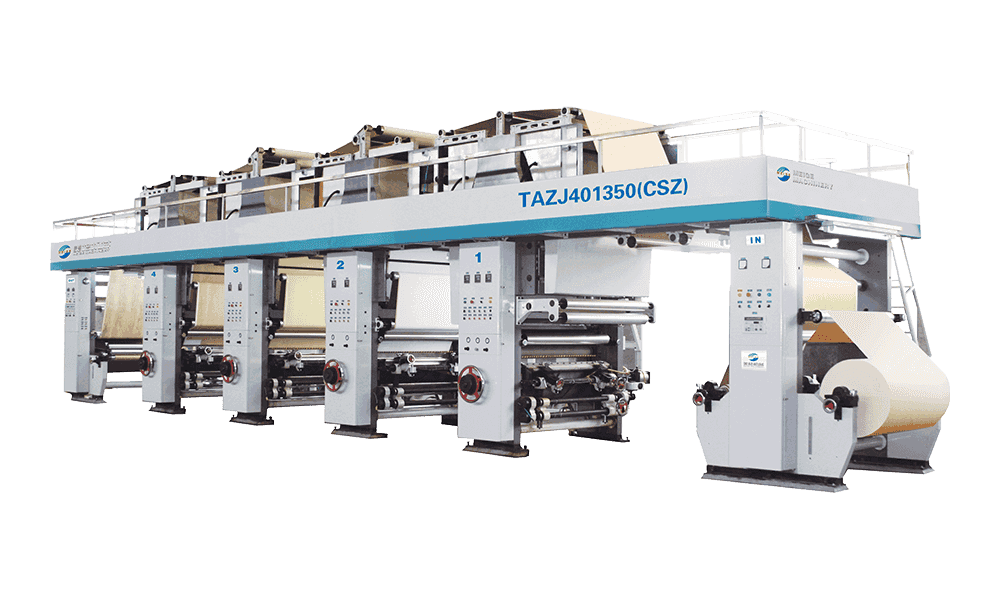
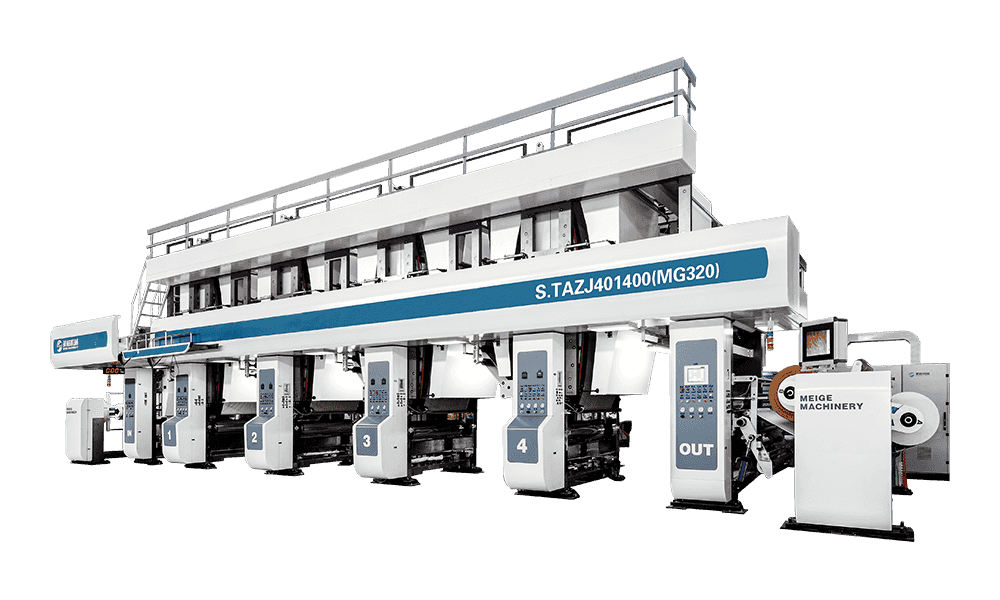
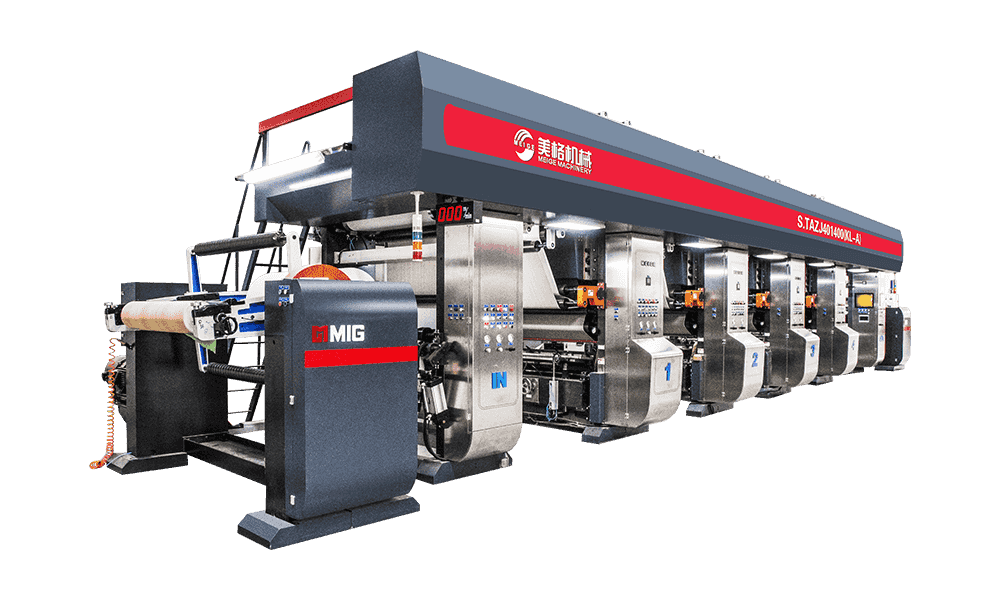
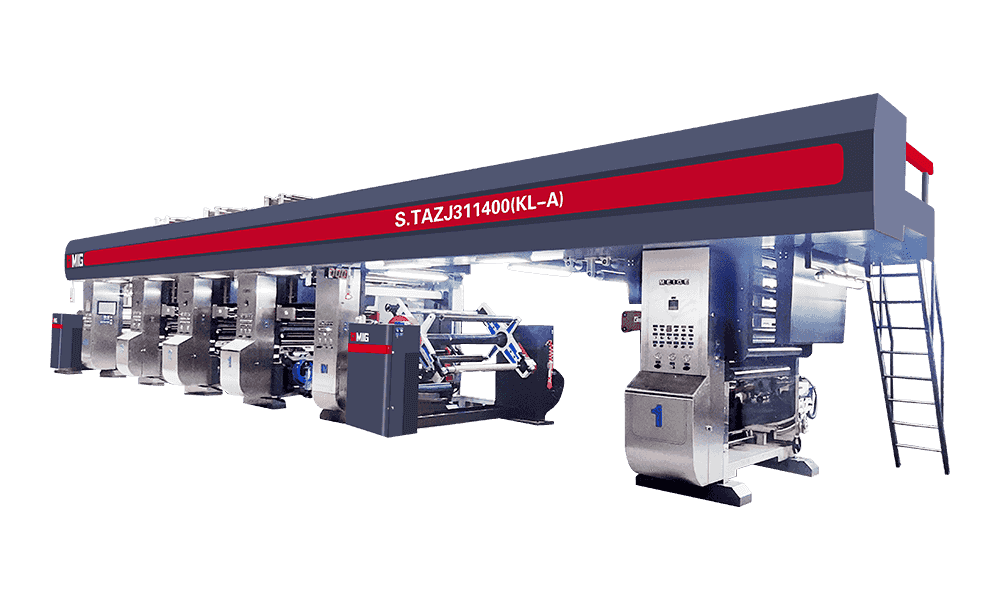
Setiap warna dalam corak hiasan memerlukan stesen percetakan khusus. Mesin pencetak gravure kertas hiasan standard mempunyai antara 4 dan 12 stesen percetakan yang disusun dalam talian, dengan web kertas melalui setiap stesen secara berurutan. Setiap stesen mengandungi tiga komponen utama: silinder gravure, pemasangan bilah doktor dan roller tera.
Silinder gravure adalah nadi proses. Ia adalah tiub asas keluli bersalut kuprum dengan ketebalan kira-kira 100–150 mikron, di mana corak sel diukir oleh kepala ukiran elektromekanikal atau proses goresan kimia. Selepas ukiran, permukaan kuprum disalut krom dengan kekerasan kira-kira 900–1000 Vickers untuk menahan haus daripada bilah doktor dan sentuhan dakwat. Sel-sel tersebut menyimpan isipadu dakwat tertentu — kedalaman sel dan diameter bukaan mengawal ketumpatan dan liputan dakwat. Untuk aplikasi kertas hiasan, lilitan silinder biasanya berkisar antara 600mm hingga 1200mm, sepadan dengan panjang ulangan corak.
Bilah doktor ialah bilah keluli atau polimer nipis yang menahan permukaan silinder berputar di bawah tekanan terkawal, mengelap dakwat dari kawasan darat antara sel sambil meninggalkan dakwat di dalam sel itu sendiri. Sudut bilah doktor, tekanan sentuhan, bahan dan kelajuan ayunan semuanya menjejaskan kualiti cetakan dan hayat silinder. Penggelek tera - penggelek keluli bersalut getah yang diposisikan bertentangan dengan silinder - menekan web kertas pada permukaan silinder berdakwat dengan daya terkawal, memindahkan dakwat dari sel ke kertas. Tekanan teraan menentukan kecekapan pemindahan dakwat dan dilaraskan untuk penyerapan kertas dan kelikatan dakwat yang berbeza.
Penghantaran Dakwat dan Kawalan Kelikatan
Dakwat dihantar ke stesen percetakan melalui sistem peredaran gelung tertutup yang mengepam dakwat dari takungan melalui dulang dakwat di bawah silinder gravure. Silinder berputar melalui dulang dakwat, mengisi sel terukir dengan dakwat sebelum kitaran lap bilah doktor. Dakwat yang disapu dari permukaan silinder kembali ke takungan melalui saluran balik, mengekalkan peredaran berterusan yang menghalang dakwat daripada kering dalam dulang dan mengekalkan sifat dakwat yang konsisten. Sistem kawalan kelikatan automatik — biasanya berdasarkan pengukuran cawan efflux dengan dos pelarut automatik — mengekalkan kelikatan dakwat dalam masa ±0.5 saat daripada nilai sasaran sepanjang pengeluaran. Hanyutan kelikatan adalah salah satu punca utama peralihan warna dalam percetakan gravure, dan kawalan automatik menghapuskan beban pengukuran dan pelarasan manual daripada operator.
Sistem Pengeringan Antara Stesen Percetakan
Di antara setiap stesen percetakan, web yang dicetak melalui terowong pengeringan di mana pelarut atau air daripada dakwat disejat sebelum warna seterusnya digunakan. Pengeringan lengkap antara stesen adalah penting untuk ketepatan pendaftaran warna atas warna — dakwat basah dari stesen pertama dipindahkan kembali ke silinder kedua (dipanggil perangkap belakang) menyebabkan pencemaran warna dan pencemaran silinder yang merendahkan kualiti cetakan dengan cepat. Penekan gravure untuk kertas hiasan menggunakan sistem pengeringan pelarian udara panas dengan pancutan udara terkawal suhu diarahkan pada kedua-dua permukaan web. Suhu pengering untuk dakwat berasaskan pelarut biasanya berkisar antara 60°C hingga 120°C; sistem dakwat berasaskan air memerlukan suhu yang lebih tinggi atau tambahan inframerah untuk mencapai kadar penyejatan yang setara. Wap pelarut yang diekstrak daripada terowong pengeringan dikumpulkan melalui pemulihan pelarut atau sistem pengoksidaan terma yang diperlukan untuk pematuhan alam sekitar di kebanyakan bidang kuasa.
Spesifikasi Utama untuk Dinilai Apabila Membeli Mesin Cetak Gravure untuk Kertas Hiasan
Mesin gravure kertas hiasan ditentukan dalam julat parameter yang bersama-sama menentukan keupayaan, kapasiti dan kesesuaian mesin untuk keperluan pengeluaran tertentu. Spesifikasi berikut adalah yang paling penting secara komersial dan teknikal apabila menilai pilihan peralatan.
| Spesifikasi | Julat Biasa | Maksudnya untuk Pengeluaran |
| Lebar percetakan | 1000–2200mm | Menentukan lebar gulungan kertas maksimum dan daya pengeluaran setiap pas |
| Kelajuan pengeluaran maksimum | 80–300 m/min | Menetapkan siling kapasiti output; kelajuan praktikal bergantung pada dakwat dan substrat |
| Bilangan stesen percetakan | 4–12 warna | Hadkan kerumitan corak; lebih banyak stesen membolehkan reka bentuk yang lebih kaya |
| Panjang ulangan silinder | 400–1500mm | Menentukan panjang corak tidak berulang maksimum untuk reka bentuk kayu/batu |
| Ketepatan pendaftaran | ±0.1–0.3mm | Ketepatan penjajaran warna-ke-warna; kritikal untuk corak butiran halus |
| Keserasian sistem dakwat | Pelarut / berasaskan air / UV | Menentukan pilihan dakwat, pematuhan VOC, dan jenis sistem pengeringan |
| Julat berat asas substrat | 40–180 g/m² | Julat berat kertas yang boleh dikendalikan oleh mesin tanpa masalah pengendalian web |
| Lepaskan / gulung semula diameter gulungan | 800–1500mm | Gulungan yang lebih besar mengurangkan kekerapan sambatan dan meningkatkan kecekapan pengeluaran |
Lebar Percetakan: Memadankan Kapasiti Mesin dengan Keperluan Pasaran
Lebar percetakan ialah spesifikasi tunggal yang paling berkesan untuk output pengeluaran, kerana ia menentukan jumlah kertas siap dihasilkan bagi setiap meter web yang dijalankan melalui mesin. Penekan selebar 1600mm berjalan pada 150 m/min menghasilkan 1440 m² kertas bercetak sejam sebelum dibelah. Larian yang sama pada lebar 1000mm menghasilkan hanya 900 m² sejam — pengurangan 37% dalam output daripada kelajuan mesin yang sama. Kebanyakan mesin pencetak gravure kertas hiasan bertujuan untuk pengeluaran perabot dan panel lantai beroperasi pada lebar cetakan antara 1250mm dan 1800mm, sepadan dengan lebar standard gulungan substrat yang dibekalkan oleh pengeluar kertas hiasan. Mesin yang lebih lebar menghasilkan lebih banyak keluaran tetapi memerlukan silinder, bilah doktor dan penggelek tera yang lebih berat dan lebih mahal secara proporsional, dan mengenakan keperluan infrastruktur yang lebih besar pada kemudahan pengeluaran.
Sistem Pendaftaran dan Ketepatan Penjajaran Warna
Ketepatan pendaftaran — ketepatan setiap warna diletakkan berbanding warna lain — boleh dikatakan spesifikasi paling kritikal kualiti dalam mesin gravure kertas hiasan. Mesin profesional moden mencapai kawalan daftar gelung tertutup menggunakan sistem pengesanan tanda pendaftaran berasaskan kamera yang memantau kedudukan cetakan setiap stesen warna dalam masa nyata dan membuat pelarasan mikro kepada kedudukan fasa silinder melalui penggerak pembetulan dipacu servo. Sistem ini boleh mengesan dan membetulkan ralat pendaftaran 0.05mm atau kurang, mengekalkan penjajaran merentas perubahan kelajuan, variasi suhu dan perubahan gulungan. Mesin peringkat permulaan atau lebih lama yang menggunakan sistem pendaftaran gelung terbuka bergantung pada pelarasan operator manual dan tidak boleh mengekalkan ketepatan penjajaran yang sama, terutamanya semasa tempoh larian selepas perubahan kelajuan atau pada kelajuan pengeluaran tinggi yang dinamik web menjadi lebih kompleks.
Silinder Gravure untuk Kertas Hiasan: Ukiran, Spesifikasi dan Pengurusan
Dalam percetakan gravure kertas hiasan, silinder adalah pembolehubah kos berulang dan kualiti yang paling ketara di luar mesin itu sendiri. Memahami spesifikasi silinder, kaedah ukiran dan pengurusan kitaran hayat adalah penting untuk mengawal ekonomi pengeluaran dan mengekalkan kualiti cetakan.
Kaedah Ukiran dan Kesannya pada Karakter Cetakan
Dua kaedah ukiran utama digunakan untuk silinder gravure kertas hiasan. Ukiran elektromekanikal (EME) menggunakan stylus berujung berlian yang digerakkan oleh penggerak elektromagnet untuk memotong sel individu ke permukaan tembaga pada kelajuan sehingga 8,000 sel sesaat. Kedalaman dan lebar stylus dipelbagaikan untuk menghasilkan sel volum yang berbeza, membolehkan penggredan tonal merentas corak. Ukiran EME menghasilkan geometri sel yang sangat tepat dengan bentuk yang konsisten, menjadikannya standard untuk corak hiasan definisi tinggi yang memerlukan perincian tekstur halus — struktur liang kayu yang realistik, butiran permukaan batu dan anyaman tekstil halus.
Ukiran laser — khususnya ablasi laser pada permukaan tembaga — merupakan alternatif yang mendapat tempat dalam pengeluaran silinder kertas hiasan. Ukiran laser membolehkan geometri sel yang lebih kompleks, termasuk sel terpotong dan bentuk sel yang berbeza-beza dalam satu silinder, yang membolehkan ciri pelepasan dakwat yang tidak dapat ditiru oleh EME. Silinder berukir laser boleh mencapai kesan cetakan yang meniru lebih dekat tekstur mikro semula jadi permukaan kayu dan batu, yang penting secara komersial untuk aplikasi kertas hiasan mewah. Kos modal peralatan ukiran laser lebih tinggi daripada EME, tetapi kos larian bagi setiap silinder adalah lebih rendah, dan fleksibiliti geometri yang lebih besar menawarkan kelebihan pembezaan reka bentuk.
Kelantangan Sel dan Peraturan Skrin
Isipadu sel — diukur dalam bilion mikron padu (BCM) setiap inci persegi atau dalam sentimeter padu setiap meter persegi (cm³/m²) — menentukan kuantiti dakwat yang dimendapkan setiap unit luas permukaan bercetak. Untuk percetakan gravure kertas hiasan, volum sel biasanya lebih tinggi daripada gravure penerbitan atau pembungkusan kerana kertas hiasan memerlukan filem dakwat padat dan legap yang menutup sepenuhnya kertas asas putih dan menahan proses rawatan permukaan berikutnya termasuk impregnasi dan menekan ke dalam lamina. Kawasan rona penuh corak kertas hiasan biasanya menggunakan sel dengan volum 25–45 BCM, manakala kawasan serlahan dan tekstur menggunakan sel cetek 8–18 BCM. Peraturan skrin — bilangan sel setiap inci linear atau sentimeter — mempengaruhi kehalusan butiran yang boleh dihasilkan semula. Silinder kertas hiasan biasanya menggunakan ketetapan skrin 70 hingga 120 garisan setiap sentimeter, dengan ketetapan yang lebih halus digunakan untuk pembiakan bijirin kayu dan corak batu definisi tinggi.
Kitaran Hayat dan Pemulihan Silinder
Silinder gravure untuk pengeluaran kertas hiasan mewakili pelaburan yang besar — biasanya €3,000 hingga €15,000 setiap silinder bergantung pada saiz, kerumitan ukiran dan sama ada silinder itu dimiliki atau disewa melalui perkhidmatan pembekal silinder. Permukaan krom yang melindungi tembaga terukir haus secara beransur-ansur melalui sentuhan bilah doktor, dengan kadar haus bergantung pada bahan bilah doktor, tekanan sentuhan, keterlaluan dakwat dan kelajuan pengeluaran. Silinder yang diurus dengan baik pada mesin penekan gravure kertas hiasan moden biasanya mencapai 50,000 hingga 150,000 meter linear cetakan sebelum haus krom mengurangkan kualiti cetakan ke tahap yang tidak boleh diterima. Pada ketika itu, silinder dilucutkan daripada lapisan krom dan kuprumnya, kuprum semula, diukir semula dan dikrom semula — kitaran pemulihan yang boleh diulang beberapa kali pada tiub asas keluli yang sama, dengan ketara mengurangkan kos seumur hidup efektif aset silinder.
Sistem Dakwat untuk Pencetakan Gravure Kertas Hiasan
Sistem dakwat yang digunakan dalam mesin pencetak gravure kertas hiasan ialah pembolehubah proses kritikal yang mempengaruhi kualiti cetakan, gamut warna, prestasi pengeringan, pematuhan alam sekitar dan kesesuaian kertas cetakan siap untuk langkah pemprosesan seterusnya. Tiga jenis sistem dakwat utama digunakan dalam pengeluaran gravure kertas hiasan.
Dakwat Gravure Berasaskan Pelarut
Dakwat berasaskan pelarut telah mendominasi pencetakan gravure kertas hiasan mengikut sejarah kerana kelajuan pengeringannya yang cepat pada kelajuan mesin yang tinggi, lekatan yang sangat baik pada permukaan kertas yang dirawat, ketumpatan warna yang tinggi dan rintangan yang kuat terhadap proses pelapis suhu tinggi dan tekanan tinggi berikutnya yang dialami oleh kertas hiasan. Pembawa pelarut - biasanya toluena, etil asetat, metil etil keton, atau campurannya - menyejat dengan cepat dalam terowong pengeringan, membenarkan kelajuan pencetakan 200 m/min walaupun dengan stesen warna berbilang. Kelemahan utama ialah kesan kesihatan alam sekitar dan pekerjaan daripada pelepasan kompaun organik meruap (VOC), yang memerlukan sistem pemulihan pelarut (penjerapan karbon berasaskan pemeluwapan atau teraktif) dan pematuhan kepada peraturan kualiti udara yang semakin ketat. Kebanyakan pengeluar kertas hiasan yang mapan yang mengendalikan mesin penekan gravure pelarut telah melabur dalam sistem pemulihan pelarut bersepadu yang menuntut semula 90–95% pelarut yang dipancarkan untuk digunakan semula, dengan ketara mengurangkan kesan alam sekitar dan kos pelarut.
Dakwat Gravure Berasaskan Air
Dakwat gravure berasaskan air menghapuskan isu pelepasan VOC sistem pelarut dan semakin dinyatakan oleh pengeluar kertas hiasan yang menghadapi peraturan alam sekitar yang lebih ketat atau menyasarkan pasaran dengan keperluan kualiti udara dalaman yang ketat untuk produk siap. Dakwat berasaskan air untuk gravure kertas hiasan telah bertambah baik dengan ketara dalam ketumpatan warna, lekatan dan kelajuan pengeringan sepanjang dekad yang lalu, tetapi ia masih memberikan cabaran teknikal berbanding sistem pelarut. Entalpi penyejatan air adalah jauh lebih tinggi daripada pelarut organik, yang memerlukan sama ada kelajuan pengeluaran yang lebih rendah, terowong pengeringan yang lebih lama, suhu pengering yang lebih tinggi, atau suplemen inframerah untuk mencapai prestasi pengeringan yang setara. Dakwat berasaskan air juga mempunyai tegangan permukaan yang lebih tinggi, yang menjejaskan pelepasan dakwat daripada sel gravure dan boleh memerlukan pelarasan geometri sel dan tetapan tekanan tera. Mesin pencetak gravure yang ditentukan untuk operasi dakwat berasaskan air telah mempertingkatkan sistem pengeringan dan mengubah suai komponen peredaran dakwat yang sesuai untuk media akueus.
Dakwat Gravure Boleh Diubati UV
Dakwat yang boleh dirawat UV disembuhkan melalui pemautan silang fotokimia di bawah lampu ultraungu dan bukannya dengan penyejatan pelarut, pada asasnya menghasilkan pelepasan VOC sifar dan penyembuhan hampir serta-merta. Mereka menawarkan rintangan sapuan dan kimia yang luar biasa dalam filem yang diawet, yang berfaedah untuk kertas hiasan yang akan menghadapi sentuhan mekanikal langsung dalam pemprosesan pelapis atau penggunaan akhir. Walau bagaimanapun, dakwat UV untuk gravure adalah jauh lebih mahal daripada sistem pelarut atau berasaskan air, dan filem dakwat yang diawetkan UV mempunyai ciri fleksibiliti berbeza yang mesti dinilai terhadap ubah bentuk yang akan dialami oleh kertas bercetak semasa impregnasi dan menekan. Sistem gravure UV untuk kertas hiasan adalah segmen yang semakin berkembang, terutamanya untuk aplikasi premium dan khusus, tetapi belum lagi menggantikan sistem pelarut sebagai teknologi dominan untuk pengeluaran volum tinggi arus perdana.
Sistem Pasca Cetakan pada Akhbar Gravure Kertas Hiasan
Proses percetakan itu sendiri hanyalah sebahagian daripada apa yang dilakukan oleh mesin pencetak gravure kertas hiasan moden. Bagi kebanyakan produk kertas hiasan, sistem rawatan pasca cetakan sebaris disepadukan ke dalam mesin akhbar untuk menggunakan salutan berfungsi atau rawatan permukaan serta-merta selepas cetakan dan sebelum penutupan akhir.
Unit Salutan Sebaris
Banyak mesin gravure kertas hiasan untuk aplikasi perabot dan lantai termasuk satu atau lebih stesen salutan sebaris yang diletakkan selepas stesen cetakan akhir. Ini menggunakan primer, lapisan asas atau lapisan rawatan permukaan pada kertas bercetak semasa masih dalam web, menghapuskan operasi salutan luar talian yang berasingan. Salutan sebaris biasa untuk kertas hiasan termasuk salutan pelindung anti-kotoran yang melindungi filem dakwat bercetak semasa pengendalian dan pengangkutan gulungan, primer impregnasi yang pra-merawat permukaan kertas untuk pengambilan resin yang lebih konsisten dalam proses impregnasi berikutnya, dan salutan penghalang berfungsi digunakan untuk keperluan penggunaan akhir tertentu. Unit salutan sebaris lazimnya stesen salutan gravure menggunakan silinder licin atau anilox dan bukannya silinder terukir, menggunakan salutan pada berat lapisan terkawal merentasi lebar kertas penuh.
Sistem Pemeriksaan Web
Sistem pemeriksaan web sebaris menggunakan kamera imbasan garisan resolusi tinggi dan perisian pemprosesan imej adalah standard pada mesin penekan gravure kertas hiasan moden. Sistem ini mengimbas 100% permukaan web bercetak pada kelajuan pengeluaran penuh, membandingkan imej cetakan langsung dengan rujukan yang disimpan dan kecacatan pembenderaan — ralat pendaftaran, coretan warna, garis bilah doktor, tanda kerosakan silinder dan kecacatan substrat — dalam masa nyata. Kedudukan kecacatan direkodkan dengan koordinat web supaya pengendali boleh mencari dan menilai kawasan yang dibenderakan semasa pemeriksaan putar balik atau pemprosesan hiliran. Kepekaan sistem pemeriksaan boleh dilaraskan untuk memadankan standard toleransi kecacatan produk yang dihasilkan — aplikasi kertas lantai bernilai tinggi biasanya memerlukan kriteria kecacatan yang lebih ketat daripada kertas perabot gred rendah.
Isu Pengeluaran Biasa pada Mesin Gravure Kertas Hiasan dan Cara Mengatasinya
Memahami kecacatan yang paling biasa menjejaskan pencetakan gravure kertas hiasan membantu pengendali mendiagnosis masalah dengan cepat dan melaksanakan tindakan pembetulan yang betul, meminimumkan pembaziran dan masa henti.
- Garisan bilah doktor (garisan bilah): Garisan membujur halus berjalan ke arah mesin, disebabkan oleh zarah yang terperangkap di antara bilah doktor dan permukaan silinder, kerosakan bilah atau sudut sentuhan bilah yang salah. Tindakan pembetulan termasuk meningkatkan amplitud ayunan bilah, memeriksa tekanan dan sudut sentuhan bilah, memeriksa penapisan dakwat untuk pencemaran, dan memeriksa permukaan krom silinder untuk mencari lubang atau kekasaran yang memerangkap zarah.
- Silap pendaftaran antara warna: Ralat penjajaran warna ke warna kelihatan sebagai lingkaran cahaya, pinggir warna atau tepi corak kabur. Disebabkan oleh ralat sistem kawalan daftar, ketidakstabilan ketegangan web, pengembangan haba silinder, atau variasi regangan substrat. Alamat dengan mengesahkan sasaran kamera daftar adalah bersih dan terang, menyemak ketekalan ketegangan web di seluruh mesin, membenarkan masa memanaskan badan yang mencukupi untuk penstabilan haba dan mengesahkan bahawa kandungan lembapan substrat adalah konsisten dari gulungan ke gulungan.
- Kabus dakwat dan semburan: Titisan dakwat halus disimpan di luar kawasan cetakan yang dimaksudkan, paling jelas pada kelajuan pengeluaran yang tinggi. Disebabkan oleh kelikatan dakwat terlalu rendah, tekanan teraan terlalu tinggi, atau tegangan permukaan dakwat terlalu rendah. Tindakan pembetulan termasuk menyemak dan melaraskan kelikatan dakwat kepada spesifikasi, mengurangkan tekanan tera ke tahap minimum yang diperlukan untuk pemindahan yang mencukupi, dan menyemak formulasi dakwat dengan pembekal dakwat jika isu itu berterusan merentasi beberapa perubahan silinder.
- Sel yang dilangkau (kepingan salji): Tompok cahaya rawak di kawasan cetakan pepejal yang disebabkan oleh dakwat gagal dipindahkan dari sel individu ke substrat. Biasanya disebabkan oleh kekasaran permukaan kertas atau keliangan rendah yang menghalang sentuhan dakwat sel, kelikatan dakwat terlalu tinggi, tekanan tera terlalu rendah atau pencemaran sel daripada dakwat kering. Alamat dengan menyemak tetapan tekanan tera, mengesahkan kelikatan dakwat berada dalam spesifikasi, menyemak nilai tenaga permukaan substrat, dan menjadualkan pembersihan silinder jika pengumpulan sisa dakwat disyaki.
- Variasi warna dalam gulungan (hanyut warna): Peralihan beransur-ansur dalam ketumpatan warna atau rona sepanjang tempoh pengeluaran, yang paling biasa disebabkan oleh hanyut kelikatan dakwat apabila pelarut menyejat daripada dulang dakwat, atau perubahan suhu yang menjejaskan reologi dakwat. Sahkan bahawa sistem kawalan kelikatan automatik berfungsi dengan betul, periksa sama ada suhu dulang dakwat stabil, dan semak kadar peredaran dakwat untuk memastikan dakwat segar sampai ke dulang pada kadar yang mencukupi berbanding penggunaan.
- Web break: Substrat kertas koyak semasa mencetak, menyebabkan pengeluaran terhenti dan pembaziran bahan. Disebabkan oleh lonjakan ketegangan daripada kerosakan sambatan, tekanan teraan yang berlebihan pada gred kertas yang rapuh, kecacatan kertas pada gulungan substrat atau pembentukan cas statik yang menyebabkan sisihan dan lipatan web. Pastikan kualiti splice disahkan sebelum setiap cantuman roll memasuki akhbar, semak tetapan tekanan tera untuk gred kertas ringan, laksanakan bar penyingkiran statik di lokasi laluan web kritikal dan semak pensijilan kualiti substrat daripada pembekal kertas.
Menilai Pembekal Mesin Cetak Gravure Kertas Hiasan
Mesin cetak gravure kertas hiasan ialah pelaburan modal berjuta-juta dolar dengan hayat perkhidmatan yang diukur dalam beberapa dekad. Penilaian pembekal memerlukan ketekunan berkadar — kualiti mesin, syarat komersial dan struktur sokongan selepas jualan semuanya memberi kesan ketara kepada jumlah kos pemilikan dan kejayaan operasi pelaburan.
- Rujukan pemasangan dalam kertas hiasan secara khusus: Teknologi akhbar Gravure dikongsi merentasi aplikasi pembungkusan, penerbitan dan kertas hiasan, tetapi pembekal yang mempunyai pengalaman yang didokumenkan dalam pemasangan kertas hiasan memahami keperluan khusus aplikasi ini — lebar cetakan lebar, sistem dakwat volum tinggi, penyepaduan salutan sebaris dan piawaian kualiti industri permukaan hiasan. Minta rujukan untuk mengendalikan pemasangan kertas hiasan dan aturkan lawatan tapak sebelum membuat komitmen kepada pembekal.
- Protokol ujian penerimaan dan spesifikasi prestasi terjamin: Sebarang kontrak pembelian untuk mesin cetak gravure kertas hiasan hendaklah menyatakan syarat ujian penerimaan — kelajuan pengeluaran, bilangan warna, gred kertas, sistem dakwat — dan jaminan prestasi kuantitatif untuk ketepatan pendaftaran, keseragaman warna, kecekapan pengering dan kadar kecacatan yang diukur semasa proses penerimaan. Perihalan prestasi yang samar-samar dalam kontrak tidak meninggalkan sebarang rekursa jika mesin berprestasi rendah selepas pemasangan.
- Ketersediaan alat ganti dan liputan perkhidmatan tempatan: Mesin gravure yang tidak berfungsi menunggu penggantian galas penggelek tera atau komponen papan kawalan kos jauh lebih tinggi setiap hari dalam pengeluaran yang hilang daripada sebarang penjimatan yang dicapai dengan memilih mesin yang lebih murah atau pembekal dengan infrastruktur alat ganti yang lemah. Sahkan bahawa alat ganti kritikal disediakan dalam kawasan bekalan anda, bahawa pembekal telah melatih jurutera perkhidmatan yang boleh sampai ke kemudahan anda dalam masa 24 hingga 48 jam untuk kerosakan kritikal, dan bahawa kestabilan perniagaan pembekal menyokong hubungan perkhidmatan sedekad-tambah.
- Integrasi digital dan kesediaan Industri 4.0: Pemasangan mesin gravure kertas hiasan moden semakin bersambung dengan MES (sistem pelaksanaan pembuatan) peringkat tumbuhan untuk penjadualan pengeluaran, pengumpulan data berkualiti dan penyelenggaraan ramalan. Sahkan bahawa seni bina kawalan mesin menyokong OPC-UA atau protokol komunikasi terbuka yang setara, bahawa data pengeluaran boleh diakses dalam format standard, dan pembekal mempunyai peta jalan untuk kemas kini perisian dan pengembangan keupayaan digital sepanjang hayat perkhidmatan mesin.
- Pematuhan dan pensijilan sistem alam sekitar: Pemasangan gravure berasaskan pelarut memerlukan pemulihan pelarut bersepadu atau sistem pengoksidaan terma yang mesti mematuhi permit alam sekitar tempatan. Sahkan bahawa pembekal boleh membekalkan sistem alam sekitar yang lengkap sebagai sebahagian daripada pakej mesin atau telah menubuhkan rakan integrasi, bahawa sistem itu bersaiz betul untuk kadar pelepasan pelarut akhbar pada kelajuan pengeluaran maksimum, dan bahawa pembekal mempunyai pengalaman dengan keperluan proses membenarkan dalam bidang kuasa operasi anda.
Kategori produk
Berita Disyorkan
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Mesin Penggulungan Pemeriksaan Diterangkan: Cara Ia Berfungsi dan Perkara yang Perlu Diperhatikan Semasa Membeli
2026-05-26Bagaimana Mesin Cetak Gravure untuk Bahan Kemasan Panel Berasaskan Kayu Sebenarnya Berfungsi (Dan Mengapa Ia Penting)
Produk yang Disyorkan
Kepelbagaian model, untuk memenuhi keperluan pembangunan pelbagai wilayah di dunia.


Mesej Kami Sekarang!
Produk
Hubungi Kami
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Kampung Qingke, Jalan Jincheng, Daerah Lin'an, Bandar Hangzhou, Wilayah Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privasi
Privasi