 Inggeris
Inggeris 中文简体
中文简体Mesin Cetak Gravure Kertas Hiasan: Cara Ia Berfungsi, Komponen Utama dan Panduan Membeli
Apakah Mesin Cetak Gravure Kertas Hiasan?
Mesin cetak gravure kertas hiasan — juga dirujuk sebagai mesin cetak kertas hiasan rotogravure atau mesin cetak intaglio untuk kertas hiasan — ialah sistem pencetakan berkelajuan tinggi, ketepatan berasaskan web yang dibina khas untuk menerapkan corak permukaan, tekstur bijian kayu, kesan batu, reka bentuk fabrik dan motif hiasan abstrak pada substrat kertas yang akhirnya akan digunakan sebagai perabot, lapisan dalam, kabinet permukaan, dan lapisan dalam. Kertas yang dicetak biasanya diresapi dengan melamin atau resin termoset lain untuk menghasilkan permukaan hiasan siap yang dilihat pada papan lantai lamina, perabot papan gentian berketumpatan sederhana (MDF), panel dapur modular dan produk yang serupa.
Proses pencetakan gravure — berasal daripada intaglio Itali, yang bermaksud "terukir" - memindahkan dakwat daripada sel terukir mikroskopik pada permukaan silinder kuprum berputar terus ke web kertas bergerak. Kedalaman, diameter dan ketumpatan sel ini menentukan isipadu dakwat yang dimendapkan di setiap lokasi, membolehkan penggredan tonal yang sangat halus, ulangan corak yang tajam dan pembiakan warna kualiti fotografi yang membezakan kertas hiasan bercetak gravure daripada kertas yang dihasilkan melalui kaedah pencetakan fleksografik atau offset. Untuk industri yang mempunyai tekstur bijian kayu atau batu yang meyakinkan mesti bertahan bertahun-tahun penelitian pengguna dalam jarak dekat, tahap kesetiaan cetakan ini bukan pilihan — ia adalah keperluan komersial garis dasar.
Proses Pencetakan Gravure: Langkah demi Langkah untuk Kertas Hiasan
Memahami urutan operasi dalam a mesin cetak gravure kertas hiasan menjelaskan mengapa komponen mesin tertentu direka bentuk dengan cara mereka dan parameter proses apakah yang paling mempengaruhi kualiti cetakan akhir secara langsung.
Melepaskan Web dan Kawalan Ketegangan
Proses pencetakan bermula di tempat berehat, di mana gulungan induk kertas hiasan asas — biasanya kertas asas yang dimuatkan titanium dioksida dengan berat asas 60 hingga 150 g/m² — dipasang dan dimasukkan ke dalam akhbar pada ketegangan terkawal. Kawalan ketegangan web di stesen berehat adalah penting kerana kertas asas hiasan sangat sensitif terhadap variasi ketegangan: ketegangan terlalu sedikit membolehkan web berkibar dan merayau ke sisi, menyebabkan ralat pendaftaran antara stesen warna; terlalu banyak ketegangan meregangkan kertas, memutarbelitkan corak cetakan dan menyebabkan web pecah. Mesin gravure kertas hiasan moden menggunakan sistem kawalan ketegangan gelung penari gelung tertutup atau sel beban yang mengekalkan ketegangan web dalam ±2–5 N/m sepanjang keseluruhan pengeluaran.
Aplikasi Dakwat di Setiap Unit Cetakan
Setiap warna dalam reka bentuk hiasan dicetak pada unit percetakan khusus yang terdiri daripada tiga komponen utama: silinder gravure, kuali dakwat dan bilah doktor. Silinder gravure berputar sebahagiannya tenggelam dalam kuali dakwat, membanjiri struktur sel terukirnya dengan dakwat. Apabila silinder berputar keluar dari kuali dakwat, bilah doktor yang dikisar dengan ketepatan - biasanya keluli yang dikeraskan atau hujung seramik - menyapu seluruh permukaan silinder, mengeluarkan semua dakwat dari kawasan tanah yang tidak berukir dan meninggalkan dakwat hanya di dalam sel yang ceruk. Silinder kemudiannya menghubungi web kertas pada cetakan tera, di mana roller tera ditutup getah menekan kertas pada permukaan silinder dengan daya terkawal, mengeluarkan dakwat daripada sel melalui tindakan kapilari dan memindahkannya ke substrat kertas.
Pengeringan Antara Stesen Warna
Di antara setiap unit pencetakan berturut-turut, web kertas yang baru didakwat melalui pengering - selalunya terowong pelarian udara panas atau pengering inframerah - untuk menyejat pelarut atau pembawa air daripada dakwat yang digunakan sebelum warna seterusnya digunakan. Pengeringan yang tidak lengkap antara stesen menyebabkan dakwat tertanggal (di mana dakwat basah dari stesen sebelumnya dipindahkan ke silinder seterusnya dan bukannya tinggal di atas kertas), pencemaran warna dan menyekat web pada gulungan gulung semula. Kecekapan pengeringan secara langsung mengehadkan kelajuan pengeluaran: kelajuan tekan maksimum ialah kelajuan di mana pengering boleh menyembuhkan sepenuhnya setiap lapisan dakwat dalam masa tinggal yang tersedia di bahagian pengering.
Pendaftaran Pelbagai Warna
Corak butiran kayu atau marmar yang realistik dalam kertas hiasan biasanya memerlukan 4 hingga 8 pemisahan warna individu, setiap satu dicetak pada unit berasingan dalam pendaftaran tepat dengan semua warna lain. Ralat daftar sekecil 0.1–0.2 mm boleh dilihat dengan mata kasar dalam corak butiran kayu, menjadikan kawalan pendaftaran sebagai salah satu aspek yang paling menuntut secara teknikal dalam percetakan gravure kertas hiasan. Mesin penekan moden menggunakan sistem kawalan daftar automatik (ARC) berasaskan kamera CCD yang terus membaca tanda daftar yang dicetak di tepi web dan membuat pembetulan mikro masa nyata pada kedudukan sisi dan lilitan setiap silinder untuk mengekalkan penjajaran warna-ke-warna yang tepat sepanjang larian.
Penggulungan dan Kemasan Gulungan
Selepas unit pencetakan akhir dan pengering, web kertas yang dihias siap digulung semula ke teras di stesen gulung semula. Kawalan ketegangan undur mestilah tepat seperti ketegangan lepaskan untuk mengelakkan teleskop, pembintangan atau kedutan gulungan siap. Banyak mesin penekan gravure kertas hiasan menggabungkan sistem pemeriksaan kualiti sebaris — kamera pemeriksaan cetakan stroboskopik atau kepala ukuran warna spektrofotometri — di stesen undur untuk menandai kecacatan seperti coretan bilah doktor, palam sel silinder, hanyutan ketumpatan warna, atau anjakan pendaftaran sebelum bahan yang rosak dimasukkan ke dalam gulungan siap.
Komponen Teras Mesin Cetak Gravure Kertas Hiasan
Kualiti kejuruteraan komponen mesin individu secara langsung menentukan kualiti cetakan, masa operasi mesin dan jumlah kos pemilikan sepanjang hayat perkhidmatan peralatan. Berikut ialah komponen yang paling ketara membezakan penekan gravure kertas hiasan premium daripada alternatif berspesifikasi rendah.
Silinder Gravure
Silinder gravure ialah nadi kepada proses percetakan dan komponen yang menentukan siling kualiti cetakan lebih daripada elemen lain. Dalam pencetakan gravure kertas hiasan, silinder biasanya dibina daripada tapak keluli dengan lapisan kuprum elektrodeposit (tebal 80–200 mikron) yang diukir dengan corak sel menggunakan sama ada ukiran elektromekanikal (berasaskan stylus, menghasilkan sel berbentuk berlian) atau ukiran laser (menghasilkan bentuk peleraian sel yang lebih versatil). Selepas ukiran, permukaan kuprum disalut krom kepada kekerasan 900–1000 HV untuk menahan haus bilah doktor, dengan ketebalan lapisan krom 6–8 mikron menjadi standard untuk aplikasi kertas hiasan.
Spesifikasi geometri sel untuk silinder kertas hiasan biasanya berkisar antara 150 hingga 200 garisan per sentimeter pengatur skrin, dengan kedalaman sel 20 hingga 55 mikron bergantung pada warna dan nilai tona yang dihasilkan semula. Geometri sel yang tepat adalah kritikal: variasi dalam kedalaman sel walaupun 2–3 mikron mewujudkan perbezaan ketumpatan warna yang boleh diukur yang nyata sebagai jalur yang boleh dilihat atau ketidaksamaan tona dalam kawasan warna rata pada reka bentuk bercetak.
Sistem Doktor Blade
Pemasangan bilah doktor memegang dan meletakkan bilah doktor pada silinder gravure berputar pada sudut sentuhan yang dikawal dengan tepat (biasanya 55°–65° untuk aplikasi kertas hiasan) dan tekanan sentuhan. Bilah mesti mengekalkan sentuhan seragam merentasi lebar cetakan penuh — yang boleh mencapai 2,200–2,800 mm pada penekan kertas hiasan format lebar — tanpa membenarkan dakwat melepasi pada bila-bila masa sambil juga tidak menggunakan tekanan berlebihan yang mempercepatkan haus krom silinder. Pemegang bilah doktor moden menggunakan mekanisme pengapit bilah pneumatik atau pegas dengan pelarasan halus untuk sudut bilah dan tekanan sentuhan, dan menggabungkan pemacu ayunan yang menggerakkan pemasangan bilah ke sisi sebanyak 5–15 mm semasa pencetakan untuk mengelakkan corak haus bilah dan silinder setempat.
Penggelek Kesan
Penggelek teraan menekan web kertas pada silinder gravure di bahagian cetakan untuk memudahkan pemindahan dakwat. Untuk aplikasi kertas hiasan, penggelek teraan biasanya ditutup dengan getah poliuretana pada kekerasan 60–80 Shore A, dipilih untuk memberikan pematuhan yang mencukupi bagi memastikan tekanan nip seragam merentasi lebar web sambil tahan terhadap pelarut agresif dalam dakwat gravure. Pemprofilan mahkota penggelek teraan — peningkatan sedikit dalam diameter penggelek ke arah tengah untuk mengimbangi pesongan di bawah beban nip — adalah penting pada penekan kertas hiasan web lebar untuk mengekalkan tekanan cetakan seragam merentasi lebar substrat penuh.
Sistem Kawalan Peredaran Dakwat dan Kelikatan
Kelikatan dakwat Gravure secara langsung mengawal berat filem dakwat, ketumpatan warna dan penambahan titik dalam imej yang dicetak. Apabila pelarut menyejat daripada kuali dakwat semasa mencetak, kelikatan meningkat — meningkatkan ketumpatan warna dan berpotensi menyebabkan perbualan bilah doktor atau penyumbatan sel. Sistem kawalan kelikatan dakwat automatik sentiasa memantau kelikatan dakwat menggunakan viskometer dalam talian (biasanya berasaskan cawan eflux atau viskometer putaran) dan mendos pelarut segar ke dalam kuali dakwat melalui pam pemeteran untuk mengekalkan kelikatan dalam ± 1–2 saat toleransi nilai sasaran sepanjang tempoh akhbar. Suhu dakwat juga mempengaruhi kelikatan dengan ketara, dan beberapa tekanan berspesifikasi tinggi menggabungkan sistem penyaman suhu dakwat untuk menghapuskan hanyutan kelikatan yang disebabkan oleh variasi suhu ambien semasa pengeluaran yang lama.

Konfigurasi Mesin: Reka Bentuk Akhbar Warna Tunggal lwn. Pelbagai Warna
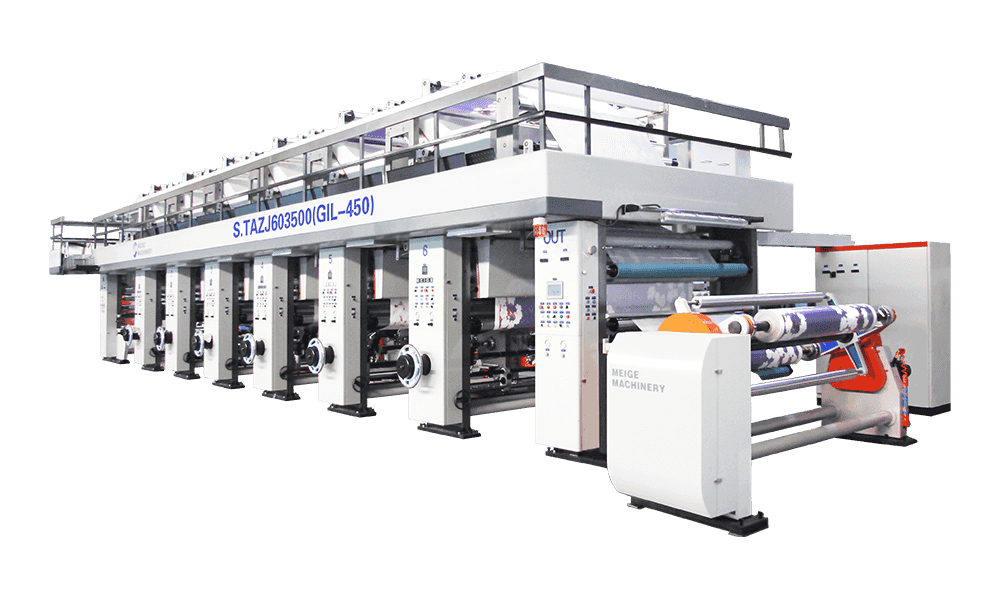
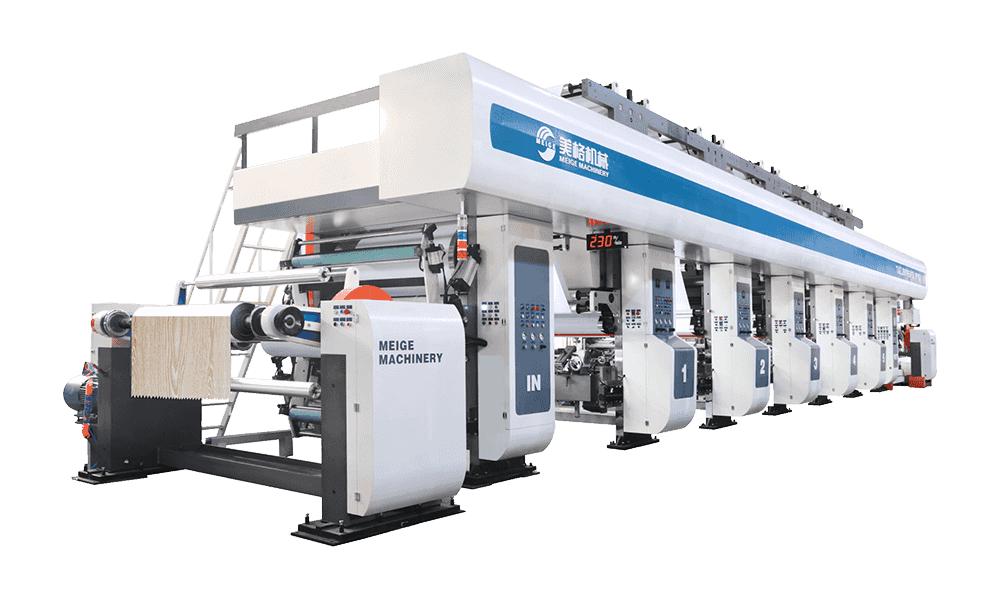
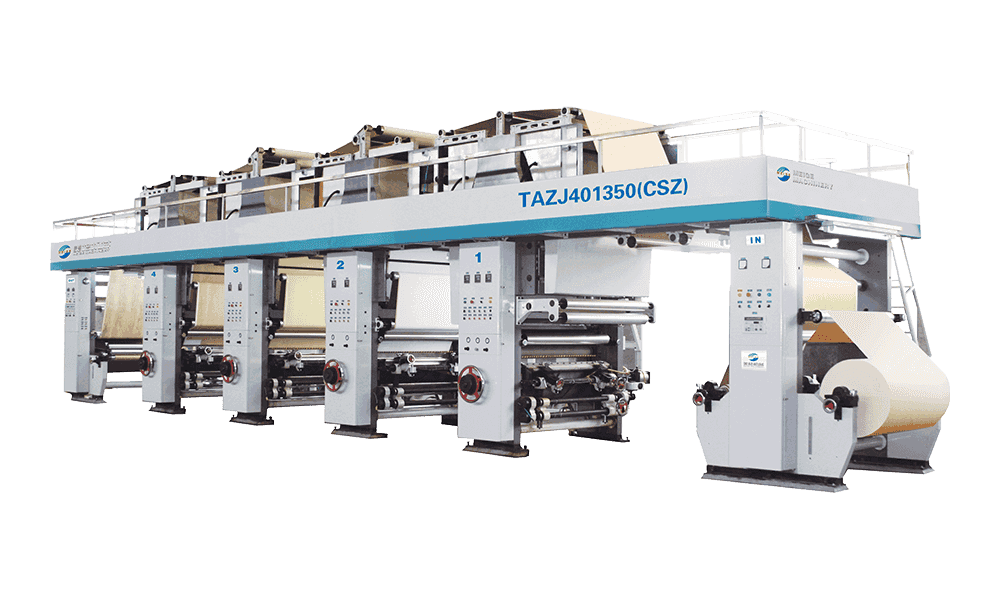
Mesin pencetak gravure kertas hiasan boleh didapati dalam konfigurasi daripada mesin kalis warna tunggal kepada mesin pengeluaran penuh dengan 10 atau lebih unit percetakan. Konfigurasi yang sesuai bergantung pada kerumitan corak hiasan yang dihasilkan dan keperluan volum pengeluaran kemudahan.
| Konfigurasi | Bilangan Unit | Lebar Cetakan Biasa | Julat Kelajuan | Permohonan Utama |
| Pembukti unit tunggal | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| Akhbar pengeluaran 4 warna | 4 | 1,300–1,800 mm | 80–150 m/min | Ira kayu ringkas, reka bentuk uni-warna |
| Akhbar pengeluaran 6 warna | 6 | 1,600–2,200 mm | 100–200 m/min | Ira kayu kompleks, batu, kesan tekstil |
| Tekan web lebar 8–10 warna | 8–10 | 2,200–2,800 mm | 150–300 m/min | Tekstur fotografi ketelitian tinggi, corak ulangan yang besar |
Bagi pengeluar yang menghasilkan portfolio pelbagai corak hiasan — termasuk bijian kayu, kesan batu, reka bentuk fantasi dan kertas warna pepejal — mesin penekan 6 warna mewakili konfigurasi yang paling serba boleh secara komersil, yang mampu menghasilkan semula sebahagian besar reka bentuk standard pasaran tanpa modal dan premium kos operasi bagi mesin 8 atau 10 unit. Konfigurasi web lebar melebihi 2,000 mm lebar cetakan adalah wajar terutamanya untuk pengeluaran corak komoditi volum tinggi di mana skala ekonomi pada gulungan besar mengatasi kerumitan tambahan dalam mengurus pengendalian web yang lebih luas.
Sistem Dakwat untuk Pencetakan Gravure Kertas Hiasan
Sistem dakwat yang digunakan pada penekan gravure kertas hiasan mesti memenuhi keperluan yang melampaui kesetiaan warna yang mudah. Dakwat kertas hiasan mesti bertahan dalam proses impregnasi berikutnya — di mana kertas bercetak tepu dengan cecair resin melamin-formaldehid dan kemudian diawet pada suhu 160–200°C di bawah tekanan tinggi dalam mesin penekan laminasi kitaran pendek. Dakwat yang tidak stabil dari segi haba atau yang tidak serasi dengan resin impregnasi akan berdarah, bertukar warna, atau mencair semasa menekan, menghasilkan panel siap dengan kualiti cetakan yang tidak boleh diterima.
- Dakwat gravure berasaskan pelarut: Dari segi sejarah, sistem dominan untuk pencetakan gravure kertas hiasan, dakwat berasaskan pelarut menggunakan toluena, etil asetat, atau sistem pelarut campuran sebagai pembawa. Mereka menawarkan pengeringan cepat, kekuatan warna yang sangat baik, dan keserasian yang baik dengan impregnasi melamin. Peraturan alam sekitar dan kesihatan mengenai pelepasan VOC telah mendorong pelaburan yang besar dalam pemulihan pelarut dan sistem pengurangan pada mesin penekan menggunakan dakwat ini, menambah modal kemudahan dan kos operasi.
- Dakwat gravure berasaskan air: Semakin diterima pakai sebagai alternatif VOC yang lebih rendah, sistem dakwat berasaskan air memerlukan reka bentuk pengering yang lebih canggih (biasanya hentaman udara voc lebih tinggi digabungkan dengan pemanasan inframerah) disebabkan oleh haba pendam penyejatan air yang lebih tinggi berbanding pelarut organik. Kemajuan perumusan dakwat telah menutup sebahagian besar jurang prestasi sejarah dengan dakwat pelarut dari segi kecemerlangan warna, lekatan dan keserasian impregnasi untuk aplikasi kertas hiasan.
- Pigmen tahan haba: Semua dakwat untuk percetakan gravure kertas hiasan mesti menggabungkan pigmen dengan kestabilan terma yang terbukti pada suhu penekan laminasi. Pigmen organik yang terdedah kepada degradasi terma — termasuk pigmen kuning dan merah tertentu — mesti digantikan dengan alternatif berprestasi tinggi seperti merah perilena, violet dioxazine atau kuning azo nikel yang mengekalkan ketepatan warna melalui kitaran laminasi penuh.
Spesifikasi Utama untuk Dinilai Apabila Membeli Mesin Cetak Gravure Kertas Hiasan
Memilih mesin pencetak gravure yang betul untuk pengeluaran kertas hiasan adalah keputusan modal dengan jangka hayat peralatan biasa selama 15–25 tahun. Spesifikasi dan kriteria penilaian berikut hendaklah dinilai secara sistematik semasa proses perolehan:
- Lebar web maksimum dan lebar cetakan: Tentukan lebar substrat maksimum yang mesti dimuatkan oleh penekan berdasarkan format gulungan kertas hiasan terluas anda, dan sahkan lebar cetakan maksimum — yang lazimnya 20–40 mm kurang daripada lebar web untuk membolehkan pemangkasan tepi dan kawasan tanda daftar.
- Kelajuan pengeluaran maksimum: Nilaikan kelajuan maksimum yang dituntut secara kritikal — kelajuan maksimum hanya berguna secara komersial jika sistem pengering boleh mencapai pemulihan dakwat penuh pada kelajuan itu dengan gabungan dakwat dan substrat khusus anda. Minta data prestasi pengeringan pada kelajuan maksimum daripada pengeluar akhbar.
- Spesifikasi ketepatan daftar: Untuk aplikasi kertas hiasan, minta spesifikasi ketepatan daftar ±0.1 mm atau lebih baik dalam keadaan berjalan keadaan mantap. Sahkan spesifikasi ini dengan merujuk kepada data ujian bebas atau rujukan pelanggan dan bukannya bergantung semata-mata pada tuntutan pengilang.
- Masa pertukaran silinder: Dalam pengeluaran kertas hiasan, penukaran corak adalah kerap. Masa pertukaran silinder — masa yang diperlukan untuk mengeluarkan dan menggantikan semua silinder dan menyediakan corak baharu — secara langsung memberi kesan kepada kecekapan pengeluaran dan jangka masa larian ekonomi minimum. Sistem silinder perubahan pantas moden boleh mencapai perubahan silinder 6 warna penuh dalam masa kurang dari 30 minit.
- Sistem pemulihan atau pengurangan pelarut: Jika beroperasi dengan dakwat berasaskan pelarut, nilaikan sama ada mesin penekan direka untuk pemulihan pelarut sebaris (yang mengurangkan penggunaan pelarut mentah dan kos operasi) atau pengurangan pengoksida terma (yang memusnahkan wap pelarut tetapi menjana kos operasi dalam penggunaan bahan api). Sahkan kapasiti sistem pengurangan sepadan dengan kadar penyejatan pelarut maksimum akhbar pada kelajuan pengeluaran penuh.
- Sistem pemacu dan seni bina kawalan ketegangan: Sahkan bahawa setiap unit pencetakan mempunyai pemacu servo digital bebas dengan kawalan ketegangan gelung tertutup antara unit, dan bukannya seni bina pemacu aci garisan lama yang kurang fleksibel dan lebih sukar untuk diselenggara. Penekanan dipacu servo menawarkan penyediaan yang lebih pantas, kestabilan daftar yang lebih baik semasa pecutan dan nyahpecutan, dan penyelenggaraan mekanikal yang lebih mudah.
- Keupayaan perkhidmatan pembekal dan ketersediaan alat ganti: Untuk mesin yang mewakili beberapa juta USD dalam pelaburan modal, nilaikan liputan jurutera perkhidmatan tempatan pengilang, komitmen masa tindak balas dan lokasi gudang alat ganti. Untuk kemudahan di kawasan yang jauh dari ibu pejabat pengeluar mesin, sahkan sama ada alat ganti kritikal — penggelek terapung, pemegang bilah doktor, pemacu servo — diadakan di pusat pengedaran serantau atau mesti dihantar dari negara pengilangan dengan kelewatan kastam yang berkemungkinan panjang.
Amalan Terbaik Penyelenggaraan untuk Memaksimumkan Prestasi Mesin dan Panjang Umur
Mesin pencetak gravure kertas hiasan yang dikendalikan di bawah program penyelenggaraan pencegahan yang ketat akan secara konsisten mengatasi prestasi mesin unggul yang tidak diselenggara dengan baik. Disiplin penyelenggaraan berikut adalah paling penting untuk memastikan kualiti cetakan dan ketersediaan mesin yang mampan:
- Jadual pemeriksaan dan penggantian pisau doktor: Bilah doktor harus diperiksa pada setiap pertukaran kerja dan diganti pada jadual selang tetap — biasanya setiap 4 hingga 8 jam masa berjalan bergantung pada bahan bilah dan kekerasan krom silinder. Bilah doktor yang haus atau terkelupas serta-merta menjelma sebagai jaluran, jalur tonal atau kebocoran dakwat melepasi bilah, dan penggantian tertunda mempercepatkan haus krom silinder secara tidak seimbang.
- Pemantauan keadaan roller tera: Permukaan getah penggelek tera hendaklah diperiksa setiap minggu untuk mengesan kaca, bengkak atau kerosakan permukaan, dan kekerasan penggelek hendaklah diuji terhadap ukuran garis dasar pada jadual suku tahunan. Hanyutan kekerasan getah lebih daripada ±5 Shore A daripada nilai spesifikasi memerlukan penutup semula roller sebelum kualiti cetakan terjejas.
- Pembersihan kuali dakwat dan sistem peredaran: Curahan dan pembersihan sistem dakwat yang lengkap antara perubahan corak adalah penting untuk mengelakkan pencemaran warna dan penggumpalan pigmen dalam talian bekalan dakwat dan bekas kawalan kelikatan. Wujudkan protokol pembersihan sistem dakwat yang didokumenkan dengan volum siram pelarut yang ditentukan dan kriteria penerimaan pencemaran dakwat sisa sebelum meluluskan akhbar untuk kerja seterusnya.
- Penyelenggaraan pengering: Muncung pengering perencatan udara panas dan penyekat pengedaran udara hendaklah dibersihkan setiap suku tahun untuk menghilangkan mendapan kabus dakwat yang mengurangkan keseragaman aliran udara dan kecekapan pengeringan. Output pemancar inframerah hendaklah diuji setiap tahun dan pemancar terdegradasi digantikan untuk mengekalkan ketumpatan tenaga pengeringan yang konsisten merentasi lebar web.
- Panduan web dan penentukuran sistem ketegangan: Sel beban dan galas gulung penari hendaklah ditentukur dan diservis mengikut jadual separuh tahunan untuk memastikan ketepatan pengukuran ketegangan. Hanyutan penentukuran dalam sistem kawalan ketegangan ialah punca biasa ketidakstabilan pendaftaran kronik yang salah dikaitkan dengan masalah silinder atau dakwat semasa penyelesaian masalah.
Kategori produk
Berita Disyorkan
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Mesin Penggulungan Pemeriksaan Diterangkan: Cara Ia Berfungsi dan Perkara yang Perlu Diperhatikan Semasa Membeli
2026-05-26Bagaimana Mesin Cetak Gravure untuk Bahan Kemasan Panel Berasaskan Kayu Sebenarnya Berfungsi (Dan Mengapa Ia Penting)
Produk yang Disyorkan
Kepelbagaian model, untuk memenuhi keperluan pembangunan pelbagai wilayah di dunia.


Mesej Kami Sekarang!
Produk
Hubungi Kami
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Kampung Qingke, Jalan Jincheng, Daerah Lin'an, Bandar Hangzhou, Wilayah Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privasi
Privasi